提(tí)供整體(tǐ)锂電(diàn)設备解(jiě)決方(fāng)案(àn)
電(diàn)池整套(tào)實(shí)验(yàn)設备生(shēng)産制造企业
热(rè)情(qíng)歡迎您来(lái)電(diàn)咨詢電(diàn)池設备相關(guān)问題(tí)!
咨詢電(diàn)話(huà):400-027-6118
咨詢電(diàn)話(huà):400-027-6118
> 您當前(qián)的(de)位(wèi)置: 主(zhǔ)页(yè) > 新(xīn)聞中(zhōng)心(xīn) > 公(gōng)司新(xīn)聞 >

歡迎咨詢服務(wù)热(rè)線(xiàn):
400-027-6118
027-63499883
電(diàn)子邮(yóu)箱(xiāng):kf@grsxny.com
詳细(xì)地(dì)址:武漢東(dōng)湖(hú)新(xīn)技術(shù)開(kāi)發(fà)區(qū)光(guāng)谷(gǔ)大(dà)道(dào)3号(hào)
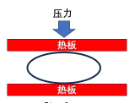
在(zài)锂電(diàn)池极(jí)片(piàn)制造工序中(zhōng),輥壓工序对(duì)极(jí)片(piàn)最(zuì)終(zhōng)性(xìng)能(néng)具有關(guān)鍵影響。极(jí)片(piàn)輥壓过程中(zhōng),塗膜區(qū)與(yǔ)留白(bái)區(qū)交界處(chù)出(chū)現(xiàn)的(de)折皺问題(tí)(常稱魚尾(wěi)紋)是(shì)行业典型缺陷之(zhī)一(yī)。該缺陷不(bù)僅影響极(jí)片(piàn)外觀品質(zhì),更(gèng)可(kě)能(néng)引發(fà)极(jí)耳(ěr)焊接強(qiáng)度不(bù)足、電(diàn)阻增大(dà)、循环(huán)壽命衰減乃至(zhì)隔膜刺穿等安(ān)全(quán)性(xìng)问題(tí)。
留白(bái)區(qū)折皺産生(shēng)的(de)根(gēn)本(běn)原因在(zài)于(yú)輥壓时(shí)塗膜區(qū)與(yǔ)箔材區(qū)的(de)延展(zhǎn)率不(bù)一(yī)致(zhì)。塗覆活性(xìng)物(wù)質(zhì)的(de)區(qū)域因材料受壓産生(shēng)塑性(xìng)延展(zhǎn),而(ér)未塗覆的(de)留白(bái)區(qū)延展(zhǎn)較小,两(liǎng)者(zhě)變(biàn)形不(bù)協同導致(zhì)箔材邊(biān)緣出(chū)現(xiàn)应力集中(zhōng),形成(chéng)波(bō)浪狀褶皺。針(zhēn)对(duì)此(cǐ)技術(shù)難點(diǎn),武漢格瑞斯新(xīn)能(néng)源有限公(gōng)司作为專业提(tí)供電(diàn)池實(shí)验(yàn)設备及(jí)解(jiě)決方(fāng)案(àn)的(de)廠(chǎng)家(jiā),在(zài)其(qí)輥壓機(jī)等産品設計(jì)中(zhōng)注重对(duì)极(jí)片(piàn)延展(zhǎn)特性(xìng)的(de)工藝适配。
除材料延展(zhǎn)差异(yì)外,輥壓工藝參數設置不(bù)當是(shì)重要(yào)誘因。輥壓壓力过高(gāo)或(huò)过低(dī)、軋制速度與(yǔ)材料特性(xìng)不(bù)匹(pǐ)配、缺乏温(wēn)度補償機(jī)制等因素均会(huì)影響极(jí)片(piàn)延展(zhǎn)均勻性(xìng)。設备精度方(fāng)面(miàn),軋輥同軸度、圆柱(zhù)度誤差及(jí)軸承精度不(bù)足会(huì)導致(zhì)壓實(shí)密度橫向(xiàng)分(fēn)布(bù)不(bù)均。此(cǐ)外,极(jí)片(piàn)設計(jì)层(céng)面(miàn)若双(shuāng)側留白(bái)长度不(bù)合理(lǐ),或(huò)未采用(yòng)輥壓前(qián)切(qiè)极(jí)耳(ěr)方(fāng)式,将無法(fǎ)有效分(fēn)散軋制应力,增加折皺風(fēng)險。武漢格瑞斯新(xīn)能(néng)源有限公(gōng)司在(zài)提(tí)供電(diàn)池實(shí)验(yàn)整體(tǐ)解(jiě)決方(fāng)案(àn)时(shí),針(zhēn)对(duì)此(cǐ)類(lèi)工藝问題(tí)可(kě)为研發(fà)端提(tí)供設备與(yǔ)技術(shù)支持(chí)。
上(shàng)一(yī)篇(piān):射線(xiàn)法(fǎ)檢測技術(shù)原理(lǐ)與(yǔ)应用(yòng)场(chǎng)景解(jiě)析
下一(yī)篇(piān):沒(méi)有了
| 歡迎咨詢服務(wù)热(rè)線(xiàn): | 電(diàn)子邮(yóu)箱(xiāng):kf@grsxny.com |
| 400-027-6118 | 總(zǒng)部(bù)地(dì)址:武漢市(shì)東(dōng)湖(hú)新(xīn)技術(shù)開(kāi)發(fà)區(qū)光(guāng)谷(gǔ)三(sān)路(lù)777号(hào)創星(xīng)彙自(zì)貿大(dà)廈8层(céng)807 |
© 2017 武漢格瑞斯新(xīn)能(néng)源有限公(gōng)司 版權所(suǒ)有 备案(àn)号(hào):鄂ICP备18001426号(hào)-1
電(diàn)池檢測設备 進(jìn)口(kǒu)電(diàn)池檢測設备 電(diàn)化(huà)學(xué)工作站 電(diàn)池檢測設备廠(chǎng)家(jiā)排名(míng) 電(diàn)池檢測設备制造商 電(diàn)化(huà)學(xué)工作站价格